





 扫一扫
扫一扫
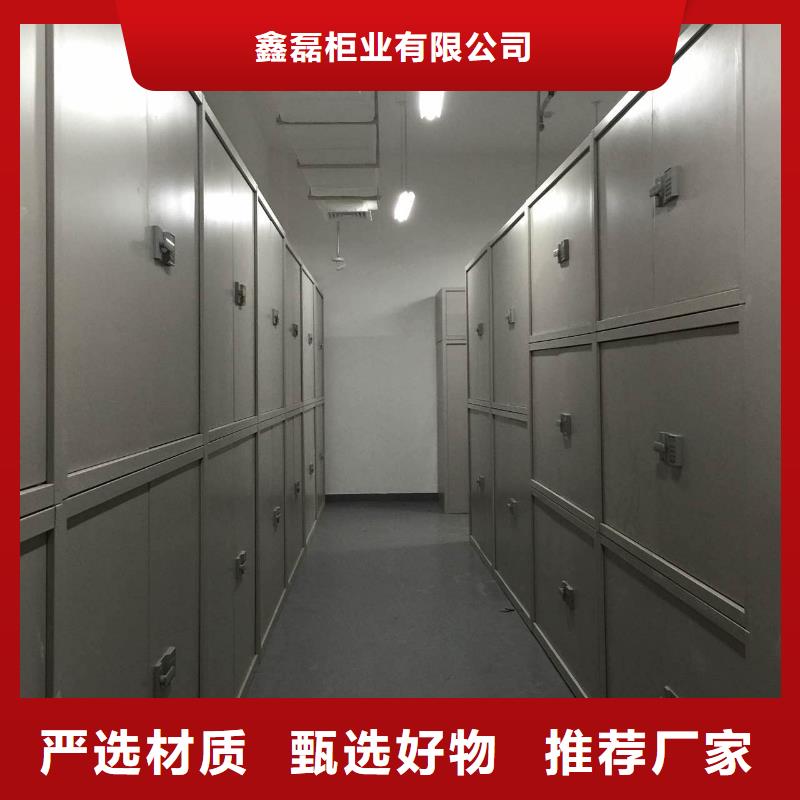
鑫磊柜业有限公司地处武邑县肖桥头镇刘桥头村2区8号,地理位置优越,此处交通便利,本公司专业生产 密集柜、。 公司的经营战略:树立长期发展和竞争意识,在创造公平竞争环境,鼓励竞争的前提下以客为尊,制定适应客户的市场策略。公司的品质方针:站在客户立场监控产品质量,推荐以客户满意的产品为宗旨。公司的服务宗旨:以诚信为本!为客户提供长期品质稳定的货源及发展上的支持,使客户经营综合效益得到提高,在合作中建立“双赢”的发展目标。公司精神: 重视沟通、协商、合作、不断创新、服务 ,公司有完善的网络销售平台,一批年轻、充满朝气、诚信、务实的销售团队,赢得了海内外客户的信任与支持。

密集柜符合国家标准")
密集柜符合国家标准")
密集柜符合国家标准")
密集柜符合国家标准")
密集柜符合国家标准")
文件柜厚度是多少?
由于文件柜在选材时选用的是冷轧钢板,冷轧钢板的厚度一般是0.35mm-0.8mm之间,而用在文件柜上,板材的厚度又是多少呢?一般的话,钢制文件柜在喷涂前,裸板厚度在0.6mm以上,文件柜可以放心的使用数年。
文件柜市场上,钢制文件柜根据不同的需求,分为厚板和薄板文件柜,常见的一般薄板文件柜的板材厚度是0.3mm-0.5mm,厚的则是0.6mm-0.8mm。在喷涂工艺完成后,表面的喷涂厚度是0.1mm-0.2mm,所以整个文件柜的厚度就是实际的板材厚度加上喷涂的厚度。
密集柜符合国家标准")
密集柜符合国家标准")
1.设计。很多人在介绍文件柜制造工艺时,总会把这一步给忽视,其实,从客户询盘提要求之后,文件柜制造厂家就要根据客户的要求进行设计,设计的内容包括尺寸、空间、颜色、外观等等。这是制造前的第一步。
2.开料。用剪板机把冷轧钢板减除需要的尺寸,不同的客户、不同要求、不同样式等等,裁剪出的钢板尺寸也不一样。
3.冲压。这一项对技术的要求比较高,用冲压机把裁剪好的钢板冲出折角边和把手位置等等。其实,文件柜上不同的位置,去角的样式也有所不同,比如说文件柜的门板和侧板,上顶和底板都是不一样的。一般大的文件柜制造厂家,去角是流水线的操作。
4.折弯。使用折板机折出内折边和外折边,同样,文件柜的不同位置,折弯也有所不同。
5.点焊。当把所有的折弯做好以后,用电焊机点焊,大的制造厂家用的是无痕点焊机,点出来的文件柜表面平整,不用再次打磨。这时候,柜子的整体就做好了。
6.酸洗和磷化。点焊好的文件柜,要经过酸碱池做酸洗和磷化处理,这样可以去除板材外表的油脂和锈斑,为喷塑做准备。
7.喷涂。经过酸洗和磷化的文件柜放在喷塑车间完成喷涂工艺,此次工艺选用的是静电粉末喷塑,不仅产品光洁,还绿色环保。一般喷涂好的文件柜要经过高温加热。
8.组装成型。当喷涂完成后,文件柜就可以运到组装车间进行组装,隔板、滑道、抽屉、门板、锁具等等组装好之后,质检员检测,检测合格就可以包装成品了。
密集柜符合国家标准")
密集柜符合国家标准")
密集柜符合国家标准")
技术支持:cnwbgg.com